Instructional Manual For Clarification Of Startup In Source Categories Affected By New Source Performance Standards - U.s. Environmental Protection Agency - 1979 Page 129
ADVERTISEMENT
 1
1  2
2  3
3  4
4  5
5  6
6  7
7  8
8  9
9  10
10  11
11  12
12  13
13  14
14  15
15  16
16  17
17  18
18 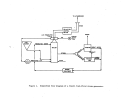 19
19  20
20  21
21  22
22  23
23  24
24  25
25  26
26  27
27  28
28  29
29  30
30  31
31  32
32 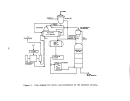 33
33  34
34  35
35  36
36  37
37  38
38  39
39  40
40  41
41  42
42  43
43  44
44  45
45  46
46  47
47  48
48  49
49  50
50 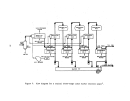 51
51  52
52  53
53  54
54  55
55  56
56  57
57  58
58  59
59  60
60 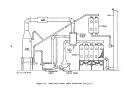 61
61  62
62  63
63  64
64  65
65 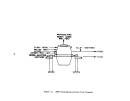 66
66  67
67  68
68  69
69  70
70  71
71  72
72  73
73  74
74  75
75  76
76  77
77  78
78  79
79  80
80  81
81  82
82  83
83  84
84  85
85  86
86  87
87  88
88  89
89  90
90  91
91  92
92  93
93  94
94  95
95  96
96  97
97 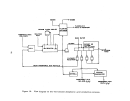 98
98  99
99  100
100  101
101 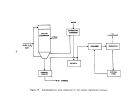 102
102 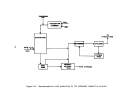 103
103  104
104  105
105  106
106 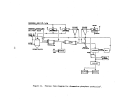 107
107  108
108  109
109  110
110 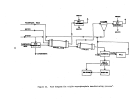 111
111  112
112  113
113  114
114 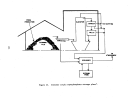 115
115  116
116  117
117  118
118  119
119  120
120  121
121 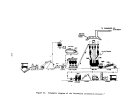 122
122  123
123  124
124  125
125  126
126  127
127  128
128  129
129  130
130  131
131  132
132  133
133  134
134  135
135  136
136  137
137 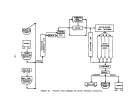 138
138  139
139  140
140  141
141 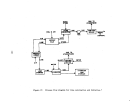 142
142  143
143  144
144  145
145  146
146 0.0168
lh/ton
liquor solids (dry weight).
Total reduced sulfur emission
limits from the lime kiln have been set at 8 ppm by volume on a dry basis,
corrected to
10
percent oxygen.
Continuous monitoring requirements apply to recovery furnace opacity and
to TRS emissions from lime kilns, recovery furnaces, digester systems, brown
stock washer systems, multiple-effect evaporator systems, black liquor oxida-
tion systems and condensate stripper systems.
Process Description
The first step of kraft pulping is to prepare the wood for cooking.
Logs
are debarked, chipped and screened prior to being fed to a digester.
Some
mills will operate their own wood processing facilities, whereas others will
purchase wood chips from an external source.
The wood chips placed in the di-
gester are cooked in a "white liquor," a water solution of sodium sulfite
(Na&~)
and sodium hydroxide (NaOR), at a temperature of
170
to 17S o C
(338
to
347
F) and pressure of
689
to
931
kPa
(~OO
to
135
psi).
The white liquor chem-
ically dissolves the lignin of the wood, freetng the cellulose fibers.
The
cooking process, which can be
b~tch
or continuous, usually lasts from 2 to
3 hours.
At the completion of
th~
cook, the charge is blown into tanks to
release steam and other gases.
The cellulose (pulp) is then separated from the
spent cooking liquor by filtration.
At this point, the pulp is referred to as
brown stock and the spent cooking liquor is called weak black liquor.
After
filtration, the brown stock is washed with water and passed through knotters,
rifflers and screens which sieve out small pieces of uncooked wood.
Once
screened, the pulp is filtered and sent on to thickeners.
From here, the pulp
can go to a bleach plant or to paper machines for final,processing.
A major portion of the kraft pUlping process is devoted to the recovery of
cooking liquor and heat.
The weak black liquor is concentrated in multiple-
effect evaporators to about
65
percent solids and then burned in recovery fur-
naces.
Steam generated by the furnaces is, used for process operations through-
out the plant.
Basically, there have been only two types of recovery furnaces used in the
kraft pulping industry:
the direct-contact evaporator system and the more re-
cent indirect-contact system.
The former type requires the oxidation of the
concentrated black liquor prior to combustion to reduce TRS emissions.
One
reference source contacted stated that most new mills being built today and in
the future will be using the indirect-contact evaporator
sy~tem.
The residue resulting from burning the black liquor, called smelt, is dis-
solved in.water to form "green liquor," an intermediate solution used to regen-
erate white liquor.
Once formed, the green liquor is transferred to a causti-
cizing tank where quicklime (CaO) is added to convert the sodium carbonate
(Na2C03) to NaOR.
The formation of NaOR completes the white liquor regen-
erative cycle.
The calcium carbonate (CaC03) slurry (40 to 45 percent water),
generated during the causticizing process, is converted to CaO by calcina-
tion in a rotary kiln.
The CaO is then reused in the process.
117
ADVERTISEMENT
0 votes
Related Articles
Related forms
 Epa 402-r-98-008 - Statistical Procedures For Certifying Phosphogypsum For Entry Into Commerce - U.s. Environmental Protection Agency - 1998
Legal
Epa 402-r-98-008 - Statistical Procedures For Certifying Phosphogypsum For Entry Into Commerce - U.s. Environmental Protection Agency - 1998
Legal

 Small Systems Guide To Safe Drinking Water Act Regulations - U.s. Environmental Protection Agency - 2003
Legal
Small Systems Guide To Safe Drinking Water Act Regulations - U.s. Environmental Protection Agency - 2003
Legal
 Form Rc-4100 - Reader Response Card - U.s. Environmental Protection Agency Water Resource Center
Legal
Form Rc-4100 - Reader Response Card - U.s. Environmental Protection Agency Water Resource Center
Legal
 - U.s. Department Of Commerce") Request For Transfer Of A Computer Readable Form Under 37 Cfr 1.821(e) - U.s. Department Of Commerce
Legal
Request For Transfer Of A Computer Readable Form Under 37 Cfr 1.821(e) - U.s. Department Of Commerce
Legal
 U.s. Government, Federal Agency Or Instrumentality Exemption Certificate Form - Kansas Department Of Revenue
Financial
U.s. Government, Federal Agency Or Instrumentality Exemption Certificate Form - Kansas Department Of Revenue
Financial

")


Related Categories
Parent category: Legal