Instructional Manual For Clarification Of Startup In Source Categories Affected By New Source Performance Standards - U.s. Environmental Protection Agency - 1979 Page 42
ADVERTISEMENT
 1
1  2
2  3
3  4
4  5
5  6
6  7
7  8
8  9
9  10
10  11
11  12
12  13
13  14
14  15
15  16
16  17
17  18
18 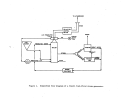 19
19  20
20  21
21  22
22  23
23  24
24  25
25  26
26  27
27  28
28  29
29  30
30  31
31  32
32 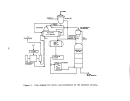 33
33  34
34  35
35  36
36  37
37  38
38  39
39  40
40  41
41  42
42  43
43  44
44  45
45  46
46  47
47  48
48  49
49  50
50 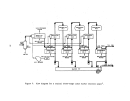 51
51  52
52  53
53  54
54  55
55  56
56  57
57  58
58  59
59  60
60 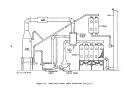 61
61  62
62  63
63  64
64  65
65 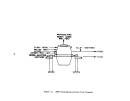 66
66  67
67  68
68  69
69  70
70  71
71  72
72  73
73  74
74  75
75  76
76  77
77  78
78  79
79  80
80  81
81  82
82  83
83  84
84  85
85  86
86  87
87  88
88  89
89  90
90  91
91  92
92  93
93  94
94  95
95  96
96  97
97  98
98  99
99  100
100  101
101  102
102  103
103  104
104  105
105  106
106 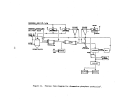 107
107  108
108  109
109  110
110 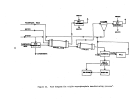 111
111  112
112  113
113  114
114 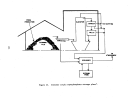 115
115  116
116  117
117  118
118  119
119  120
120  121
121 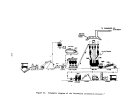 122
122  123
123  124
124  125
125  126
126  127
127  128
128  129
129  130
130  131
131  132
132  133
133  134
134  135
135  136
136  137
137 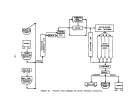 138
138  139
139  140
140  141
141 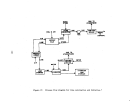 142
142  143
143  144
144  145
145  146
146 diameter.
It consists of crushed stone, slag, gravel, and naturally fractured
aggregate.
Fine aggregate is usually natural sand.
Mineral dust is a filler
used in special applications.
It consists of finely ground particles of crushed
rock, limestone, hydrated lime, or Portland cement.
Asphalt cement is mixed
to about 7 percent by weight, depending upon the desired characteristics of
the
final
product.
Asphalt cement is manufactured from crude petroleum and
is semisolid at ambient conditions.
Consequently, it is heated to 135
0
to
163
0
C (275
0
to 325
0
F) to facilitate pumping and mixing.
Asphalt cement is
graded based on an industrial
classificatio~a~d/or
its penetration.
A schematic diagram outlining the:oper~tions of an asphalt concrete, plant
is presented in Figure 7.
Ip.general; the preparation of asphalt concrete
involves hauling the aggregate from
on~site
storage, piles and
placi~g
it in
designated surge bins.
The material is then metered onto a conveyor belt'andl
or bucket elevator which feeds the aggregate into a gas or oil-fired rotary
dryer.
As it leaves the dryer, t!1e hot lqatetial, drops into a bucket elevator
and is transferred to a set of vibrating screens where it is classified by
size and distributed to designated storage, hQPpers. "Depending on the product
required, various amounts of the 'sized aggregate are weighed and then charged
into a mixer, usually a pugmi,ll, "The .dryaggregate is mixed for a short
period of time to produce
a
homogenous blend.
As~halt
cement is then pumped
from heated storage tanks, weigh'ed and injected into the mixer.
Once the
aggregate has been uniformlycoate4 'with 'asphalt,; the product may either be
dropped into an awaiting truck or transfeI;:red to a storage silo and sub-
sequently loaded onto a truck.
The
'f~rmer
operation is typical of a batch
plant whereas the latter repres,ents ,a
~ontim.iousoperation.
Particulate
I
',"
,t
,
.
emissions generated during the process:are typically controlled by a mechanical
collector followed 'in series' with ,a baghouseor wet scrubber.
Because the
physical size of a plant isrelat:i'v:ely small,. ,one' air pollution control system
is, all that is normally reqt,ilr:ed to tr,eat process emissions.
,
; '
The equipment used fot"asphalt,pt6ductiop. differs
fro~
plant to plant.
Conveyors can be used interchangeably with bj.lcket elevators; storage bins
can be arranged differently
/~~. repla<;:ea~a1t:ogether
with open pile storage.
The most critical piece of equipment from
th~
'standpoint of emission abatement
is the rotary dryer.
The
cottnter-curr~Iit:
design is the most popular.
I t
is '
baR ically a rotating cylindetwhich is h6rizo9,tally inclined with a burner
near the axis at the depresse<j'
~nd
arid; an aggregate feeder at the elevated end.
The aggregate flow is toward the
burn~r':flS:Tile
.nd opposed to the burner com-
bustion gas flow.
Often internal 'flights 'are llsed for agitation.
Commonly,
the temperature in a dryer is 12l,Otq, 2~20C (250 0 to 450 0
p),
the gas stream
velocity is 2.3 to 4.1 m/sec (450 to BOO,.ft/min), and the volumetric flow rate
is 33,980 to 118,931 m
3
/hr (20;'000 to 70,(>,00 acfm).
During normal startups,
the air in the control equipment is warmed
siiHicien't~-Y1
before production is
started; this is particularly important for baghouses}' "$imilarly, the blower
or fan
is
always running before the dryer burner is, fired and after the cold
feed material or burner and dryer are turned off.
Rotary dryers employed solely for the purpose of drying aggregate have
been used extensively in, the past.
However, since the early 70' s drum mixers
have nccome more widely used.
The drum mixer serves the same function as ,the
30
ADVERTISEMENT
0 votes
Related Articles
Related forms
 Epa 402-r-98-008 - Statistical Procedures For Certifying Phosphogypsum For Entry Into Commerce - U.s. Environmental Protection Agency - 1998
Legal
Epa 402-r-98-008 - Statistical Procedures For Certifying Phosphogypsum For Entry Into Commerce - U.s. Environmental Protection Agency - 1998
Legal

 Small Systems Guide To Safe Drinking Water Act Regulations - U.s. Environmental Protection Agency - 2003
Legal
Small Systems Guide To Safe Drinking Water Act Regulations - U.s. Environmental Protection Agency - 2003
Legal
 Form Rc-4100 - Reader Response Card - U.s. Environmental Protection Agency Water Resource Center
Legal
Form Rc-4100 - Reader Response Card - U.s. Environmental Protection Agency Water Resource Center
Legal
 - U.s. Department Of Commerce") Request For Transfer Of A Computer Readable Form Under 37 Cfr 1.821(e) - U.s. Department Of Commerce
Legal
Request For Transfer Of A Computer Readable Form Under 37 Cfr 1.821(e) - U.s. Department Of Commerce
Legal
 U.s. Government, Federal Agency Or Instrumentality Exemption Certificate Form - Kansas Department Of Revenue
Financial
U.s. Government, Federal Agency Or Instrumentality Exemption Certificate Form - Kansas Department Of Revenue
Financial

")


Related Categories
Parent category: Legal