Instructional Manual For Clarification Of Startup In Source Categories Affected By New Source Performance Standards - U.s. Environmental Protection Agency - 1979 Page 130
ADVERTISEMENT
 1
1  2
2  3
3  4
4  5
5  6
6  7
7  8
8  9
9  10
10  11
11  12
12  13
13  14
14  15
15  16
16  17
17  18
18 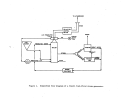 19
19  20
20  21
21  22
22  23
23  24
24  25
25  26
26  27
27  28
28  29
29  30
30  31
31  32
32  33
33  34
34  35
35  36
36  37
37  38
38  39
39  40
40  41
41  42
42  43
43  44
44  45
45  46
46  47
47  48
48  49
49  50
50  51
51  52
52  53
53  54
54  55
55  56
56  57
57  58
58  59
59  60
60  61
61  62
62  63
63  64
64  65
65 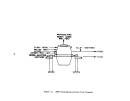 66
66  67
67  68
68  69
69  70
70  71
71  72
72  73
73  74
74  75
75  76
76  77
77  78
78  79
79  80
80  81
81  82
82  83
83  84
84  85
85  86
86  87
87  88
88  89
89  90
90  91
91  92
92  93
93  94
94  95
95  96
96  97
97  98
98  99
99  100
100  101
101  102
102  103
103  104
104  105
105  106
106 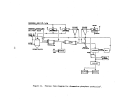 107
107  108
108  109
109  110
110  111
111  112
112  113
113  114
114  115
115  116
116  117
117  118
118  119
119  120
120  121
121  122
122  123
123  124
124  125
125  126
126  127
127  128
128  129
129  130
130  131
131  132
132  133
133  134
134  135
135  136
136  137
137 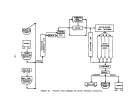 138
138  139
139  140
140  141
141 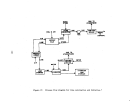 142
142  143
143  144
144  145
145  146
146 A condensate stripping system, employing either air or steam in a strip-
ping column, may be used to control TRS compounds emitted from the digester
systems and
multiple~effect
evaporators.
TRS compounds emitted from other
facilities are usually controlled by process combustion, condensers, incinera-
tors, or absorption trays.
A general flow diagram of the kraft pulping process
is presented in Figure 25.
Pre-Startup Operations
Before being connected to form the contiguous operation of a kraft pulp
mill, each affected and nonaffected facility is subjected to extensive shake-
down procedures.
Electrical and instrumentation systems are thoroughly checked
before any piece of equipment is actuated.
Process equipment is examined for
proper installation, clearance,and rotation.
Transfer lines are checked for
free passage, leaks, and correct distribution.
In addition, pieces of equip-
ment which are operated at elevated temperatures and pressures ate tested
initially for leaks and expansion with hot water and then with steam, which is
provided by the power boilers or recovery furnaces (fired with auxiliary fuel).
The three most important facitities affected within a kraft pulp mill, are:
the digester
sys~ems,
recovery furnaces"and lime kiln.
Initial shakedown
operations for the digesters involves passing hot water through the units (in-
cluding the blow tanks)
to check seals and as a preliminary rinse.
Next,
steam is passed through the digesters for further cleaning, and to test expan-
sion joints.
A final shakedown step prior to actual startup is to feed chips
and steam to the digester to simulate a cook.
The partially cooked chips will
be passed to the blow tank to assure proper dIstribution and free passage of
material.
This last step may last !from one to eIght hours.
i
Pre-startup operations of the recovery furnaces are similar to those of
an industrial boiler.
These procedures include cleaning the inner walls of the
furnace; boilout (which removes grease and other
d~posits
from the water and
steam tubes); and testing of components with respect to thermal expansion, mech-
anical stresses, corrosion resistance, structural soundness, warping, and leak-
age.
Process controls, sensors, moni·tors, loading switching,safety interlocks,
and the steam distribution system are also checked prior to startup.
In addi-
tion, fans and pumps are run, dampers are stroked and burners are test fired.
AU furnace tests are conducted with auxiliary fuels such as oil or gas.
The startup of a recovery furnace is subject to codes set forth by the
Black Liquor Recovery Boiler Advisory Board, a self-governing body made up of
membe,:'s from the kraft pulp mill industry.
'Some of the requirements of the
board are that certain welds be radiographed to assure integrity, hydrostatic
pressure tests be conducted and certain safety systems be Installed and
thoroughly checked before the furnace is started.
The shakedown period for
recovery furnaces will normally last from two to seven days.
Electrostatic
preCipitators nre typically used to control particulate emissions from recovery
furnaces, whereas absorption-type scrubbers are used to control reduced sulfur
compounds.
118
ADVERTISEMENT
0 votes
Related Articles
Related forms
 Epa 402-r-98-008 - Statistical Procedures For Certifying Phosphogypsum For Entry Into Commerce - U.s. Environmental Protection Agency - 1998
Legal
Epa 402-r-98-008 - Statistical Procedures For Certifying Phosphogypsum For Entry Into Commerce - U.s. Environmental Protection Agency - 1998
Legal

 Small Systems Guide To Safe Drinking Water Act Regulations - U.s. Environmental Protection Agency - 2003
Legal
Small Systems Guide To Safe Drinking Water Act Regulations - U.s. Environmental Protection Agency - 2003
Legal
 Form Rc-4100 - Reader Response Card - U.s. Environmental Protection Agency Water Resource Center
Legal
Form Rc-4100 - Reader Response Card - U.s. Environmental Protection Agency Water Resource Center
Legal
 - U.s. Department Of Commerce") Request For Transfer Of A Computer Readable Form Under 37 Cfr 1.821(e) - U.s. Department Of Commerce
Legal
Request For Transfer Of A Computer Readable Form Under 37 Cfr 1.821(e) - U.s. Department Of Commerce
Legal
 U.s. Government, Federal Agency Or Instrumentality Exemption Certificate Form - Kansas Department Of Revenue
Financial
U.s. Government, Federal Agency Or Instrumentality Exemption Certificate Form - Kansas Department Of Revenue
Financial

")


Related Categories
Parent category: Legal